产品新闻我们



|
产品介绍 |
|
|
产品名称: |
|
|
产品简介: |
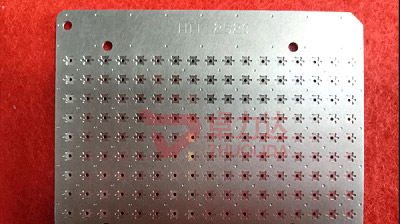
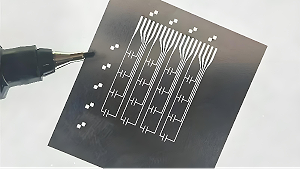
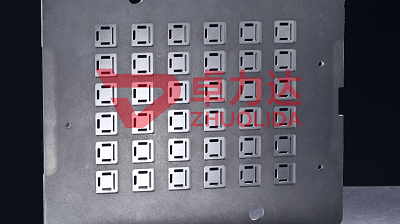
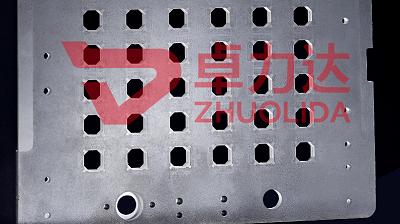
扩散焊 时因基体不过热、不熔化,可以在不降低焊件性能的情况下焊接介乎所有的金属或非金属之间。 |
|
产品用途: |
扩散焊产品广泛应用于机械制造、半导体、自动化治具、医疗、船舶制造、食品机械制造等等行业。这一新方法来制造电真空器件、工具、制动器、水力机械的部件、双金属的各种零件、家用复合底锅(焊接后无需表面处理)等等。 |
|
工艺流程: |
需要焊接的工件对位预固定-进炉-加压-抽真空-升温-保压-降温-出炉-检验-符合要求出货。 |
|
我们的优势 |
|
|
1、截止2018年我们在蚀刻领域从业19年,并一直致力于精密蚀刻配合扩散焊 技术研发 、生产和销售 。 |
|
|
2、卓力达经过数十年的努力拼搏和技术攻关,先后通过ISO9001质量管理认证、ISO14001环境管理体系、汽车行业ISO/TS 16949认证、高新技术企业认证,并取得多项实用新型专利证书。 |
|
|
3、公司是蚀刻协会组织PCMI的亚洲区成员 企业,能共享行业内精密蚀刻和扩散焊 的新讯息和设备资源 。 |
|
|
4、和哈尔滨工业大学合作成立真空扩散焊接以及扩散焊设备制造联合实验室,产学研相结合模式发展。 |
|
|
5、扩散焊 可焊接其它方法难以焊接的材料,不论是塑性差或熔点高的同种材料,还是相互不溶解或熔焊时会产生金属间化合物的异种金属材料,都能得到较牢固的焊接接头。 |
|
影响焊缝成形和工艺性能的参数主要有:焊接温度、压力、时间和保护气体的种类。在其他参数固定时,采用较高压力能产生较好的接头。压力上限取决于焊件总体变形量的限度、设备吨位等。对于异种金属扩散焊,采用较大的压力对减少或防止扩散孔洞有作用。除热静压扩散焊外通常扩散焊压力在0.5~50MPa 之间选择。
扩散时间是指焊件在焊接温度下保持的时间。在该焊接时间内保证扩散过程全部完成,以达到所需的强度。扩散时间过短,则接头强度达不到稳定的、与母材相等的强度。但过高的高温高压持续时间,对接头质量不起任何进一步提高的作用,采用某种焊接参数时,焊接时间有数分钟即足够。 焊接保护气体纯度、流量、压力或真空度、漏气率均会影响扩散焊接头质量。常用保护气体是氩气,对有些材料也可用高纯氮气、氢气或氦气。
扩散焊可焊接大断面的接头,和结构复杂、接头不易接近以及厚薄相差较大的工件,能对组件中的多个接头同时实施焊接。
扩散焊是在金属不熔化的情况下,形成焊接接头,这就使两待焊表面接触距离达到1μm以内,这样原子间的引力才起作用并形成金属键,获得一定强度的接头。